为了让您更全面地了解我们的<侯马>【本地】耐磨钢板耐磨钢板 多年行业经验产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:侯马<侯马>【本地】耐磨钢板耐磨钢板 多年行业经验的图文介绍

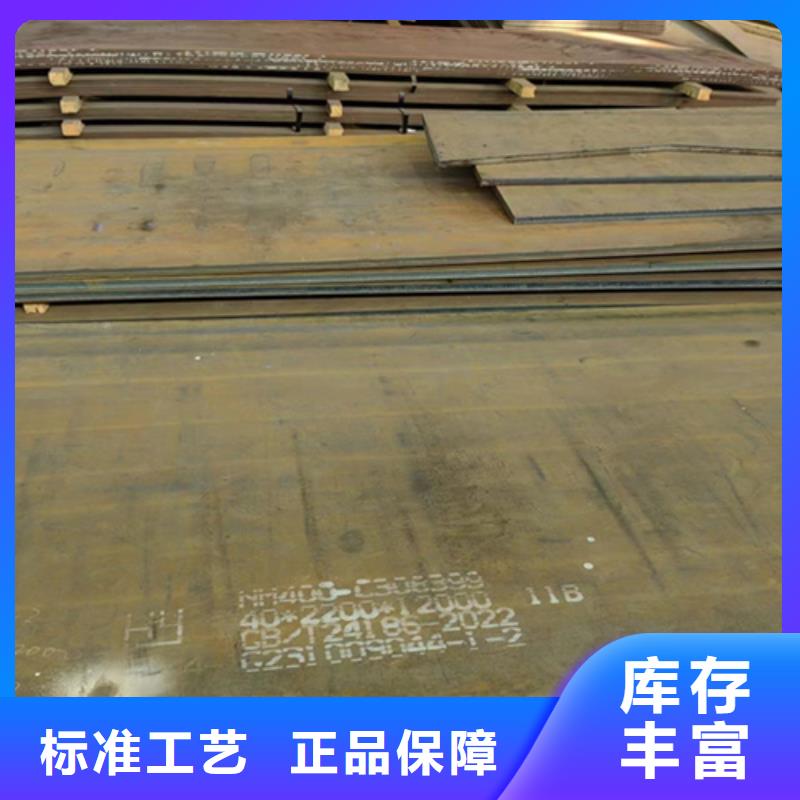
nm500耐磨钢板焊接时,由于选用的捍接方法不同,会得到不同性能和不同质量的焊接接头。目前,虽然有些Nm500耐磨板焊接很困难或不能进行焊接,但焊接Nm500耐磨板的方法很多,每
种方法都有各自的特点.归纳起来,Nm500耐磨板的焊接方法有熔焊、侯马当地压焊和钎焊三大类。
Nm500耐磨板的熔焊
1.熔焊的概念
所谓熔焊就是将待焊处的母材金属熔化以形成焊缝的焊接方法。
2.熔焊的特点
I)焊接区母材金属局部熔化而形成熔池.
2)焊接过程中通常箫要外加填充金属.
3)对焊接接头不需要施加压力。
4)焊缝金属具有铸造结构。
5)适于塑性、侯马当地脆性Nm500耐磨板的焊接.
3.熔焊的种类
Nm500耐磨板焊接采用的熔焊方法种类很多,焊接生产中主要应用的方法有:氧乙炔焊、侯马当地焊条电弧焊、侯马当地气体(活性气体或惰性气体)保护电弧焊、侯马当地电渣焊、侯马当地真空(或非真空)电子束焊、侯马当地埋弧焊、侯马当地等离子弧焊和激光焊。


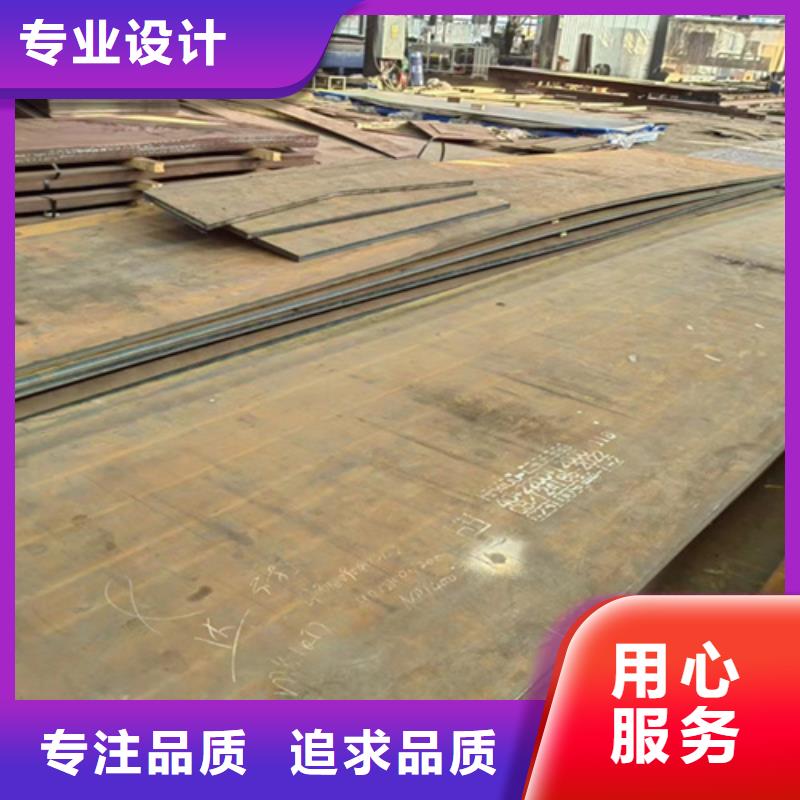
很多事物都遵循热胀冷缩的原理,耐磨板也是如此,在进行焊缝处理的时候,局部收缩诱发的应变能够达到屈服点的数倍,这个应力比荷载引起的还要大很多。另外就是在巨大的压力下,耐磨板内部的非金属夹杂物,一些硫化物或者氧化物被压成薄片,出现分层现象。分层使钢材沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂。另一种情况就是如果运用耐磨钢板热轧工艺,如果冷却不均匀,就会造成残余应力。残余应力是在没有外力作用下内部自相平衡的应力,很多热轧型耐磨板都会遇到这种情况,钢截面尺寸越大,残余应力也越大。正常情况下残余应力能够保持自己相互平衡,但耐磨板在很多情况下都需要在外力作用下进行处理,这个时候就会破坏平衡。如对变形、侯马当地稳定性、侯马当地抗疲劳等方面的操作时都会引起不好的情况发生。



【多麦金属】高锰耐磨耐候钢板生产厂家成立以来,一贯奉行质量可靠的宗旨,并于今年通过ISO9001:2000质量管理体系认证。
现我公司有大量 Q460C钢板、现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。

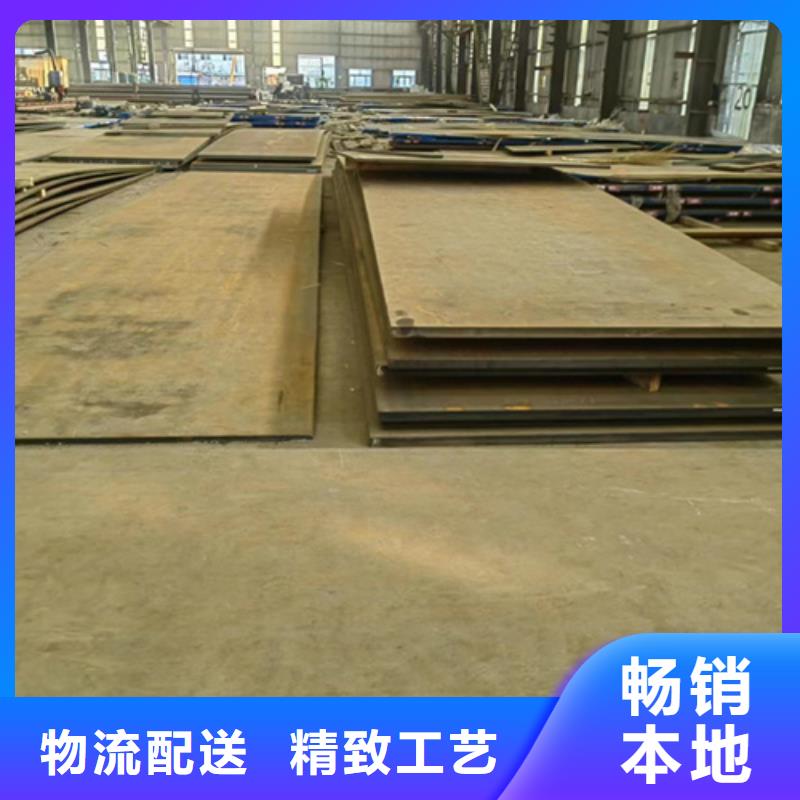
耐磨钢板焊接所面临的主要问题是焊接冷裂纹。为防止焊接冷裂纹的产生多采用焊前预热工艺。但预热常常恶化劳动条件,使生产工艺复杂化,不合理、侯马本地过高的预热还会对焊接接头的综合性能带来不利的影响,同时对于一些大型结构件的焊接及修复,预热工艺也很难实现。随着下游用户智能制造技术的推广应用,焊前预热已经成为推行机器人焊接的障碍。耐磨钢的下游用户亟待简化焊接工艺,提高生产效率。
气电立焊为单道或双道连续焊接,能量密度集中,焊接效率高,同时焊接冷速慢,能有效防止冷裂纹的产生。它利用水冷滑块挡住熔融的金属,带走多余热量,使之强迫成形,能实现hbw450硬度级别的耐磨钢板立向位置的焊接。



 扫一扫
扫一扫